








ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ У МОТОЦИКЛОВ УРАЛ. Часть 2.
|
Автор
 |
Опубликовано: 1614 дней назад (25 ноября 2019)
|
0 Голосов: 0 |
Ремонтируемая деталь должна быть предварительно очищена от ржавчины и грязи механическим или химическим способом. Механическую очистку производят шабером, напильником, наждачной бумагой, шлифовальным кругом или обработкой на металлорежущих станках. Химически очищают (обезжиривают) ацетоном, бензином Б-70 или растворителями № 646 или № 648 и РДВ. При обезжиривании следует применять только волосяные кисти или щетки.
Во всех случаях для улучшения механического сцепления эпоксидной композиции с ремонтируемыми поверхностями последние обрабатывают с повышенной шероховатостью.
Иногда на поверхности ремонтируемой детали наносят зубилом неглубокие насечки по трещине или вокруг пробоины. Отверстия или кан-авки закрывают паклей или асбестовым шнуром. После такой подготовки обезжиривают, затем выдерживают деталь при температуре 18...23°С в течение 5 мин до полного высыхания растворителя. Подготовленность поверхности определяют с помощью капли воды: если вода расплывается и смачивает поверхность, то сцепление ее с эпоксидным составом будет хорошим.
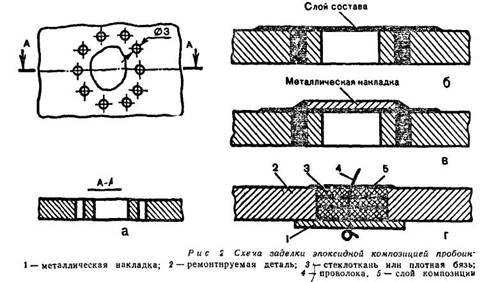
При заделке на детали трещины поверхность вокруг нее зачищают на 10...15 мм и притупляют кромки, на очищенные и обезжиренные края трещины наносят шпателем эпоксидную композицию, затем накладывают заплату из стеклоткани (или другого плотного хлопчатобумажного полотна) толщиной 0,3...0,4 мм и прикатывают роликом, как указано на рисунке 1. На заплату и поверхность детали наносят второй слой композиции и накладывают вторую заплату и т. д. Всего на пробоину накладывают 3—8 слоев ткани, последний слой покрывают композицией. После полного отвердения неровности обрабатывают наждачным кругом.
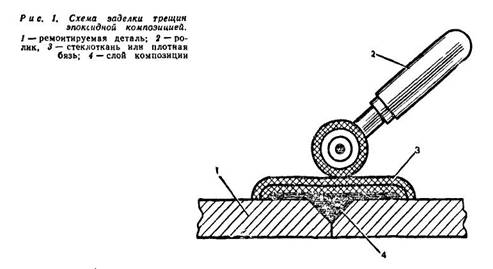
В случае установки на пробоину металлической накладки толщиной 0,5...0,8 мм по контуру пробоины просверливают отверстия диаметром 1,5...2,0 мм (рис. 2) и зачищают накладку и поверхность детали вокруг пробоины. Затем обезжиривают кромку пробоины, зачищенный участок поверхности пробоины и металлическую накладку, для чего тщательно протирают эти поверхности ацетоном или бензином Б-70 и просушивают в течение 5 мин. После этого составом, приготовленным на основе компаунда К-П5, заполняют все отверстия, наносят его тонкий слой на зачищенную поверхность вокруг пробоины (рис. 2, б) и на металлическую накладку и накладывают последнюю на пробоину (рис. 2,в).
Иногда на металлическую накладку кладут еще несколько накладок из стеклоткани, с прикаткой роликом (рис. 2,г).
Для заделки пробоин и трещин на картерах и других деталях целесообразно применять эпоксидный компаунд К-П5
(СТУ 30—14148—63) с наполнителями. Состав композиции (в весовых частях): компаунд К-П5-12, наполнитель (один из следующих номеров): 1) стальной порошок—10 и графит — 2; 2) графит — 7; 3) слюда молотая — 6; 4) алюминиевая пудра — 4,5. Отвердитель — АФ-2 (ТУ 264—70).
Композицию приготовляют непосредственно перед употреблением, так как при введении в нее отвердителя может произойти ее разогрев и быстрое отвердение. Композицию желательно готовить в плоских металлических, картонных или пластмассовых противнях в количестве, необходимом для разового применения (150...200 г), так как срок годности ее не более 35...40 мин. При изготовлении композиции из эпоксидной смолы последнюю подогревают в водяной ванне до температуры 5О...6О°С и заливают в противень, так чтобы толщина слоя была не более 10...15 мм. После этого в нее при тщательном перемешивании в течение 5 мин вводят пластификатор — дибу-тилфтолат. К полученной смеси добавляют наполнитель, перемешивают еще 5 мин и охлаждают до температуры 18...23°С, а затем частями вводят отвердитель в смесь и тщательно перемешивают в течение 4...5 мин.
Наносить композицию на ремонтируемую деталь и накладку следует только деревянным, металлическим или резиновым шпателем. Затвердевает композиция в зависимости от температуры среды. При температуре 18...23°С выдержка дается в течение 24...36 ч, при 60°С — 2...3 ч и при 100°С —0.5...1 ч.
Возможно также применение других наполнителей и их смесей. Для предупреждения стекания пасты (при недостаточной ее вязкости и значительной толщине слоя) на нанесенный слой накладывают бумагу. Указанные пасты особенно эффективны при восстановлении деталей с небольшими износами (неболее0,3мм),т.е. износами посадочных мест под подшипники.
Для восстановления отверстий в картерах двигателя, коробки передач, задней передачи, в ступицах колес и в других местах рекомендуется также композиция следующего состава: эпоксидная смола 100 частей; алифатическая смола (ДЭГ-1) — 10; полиэтилен-полиамин— 13,5; графит — 30; стальной порошок—100 и аэросил — 3...4 части.
Восстановление клеем сопряжения подшипник — гнездо возможно только в случае, когда зазор между ними не превышает 0,1...0,2 мм. При восстановлении гнезд под подшипники клей наносят тонким слоем на предварительно обезжиренную поверхность гнезда и подшипника, затем устанавливают подшипник в гнездо и выдерживают 24 ч при температуре 18...23°С или 3 ч при температуре 60 °С.
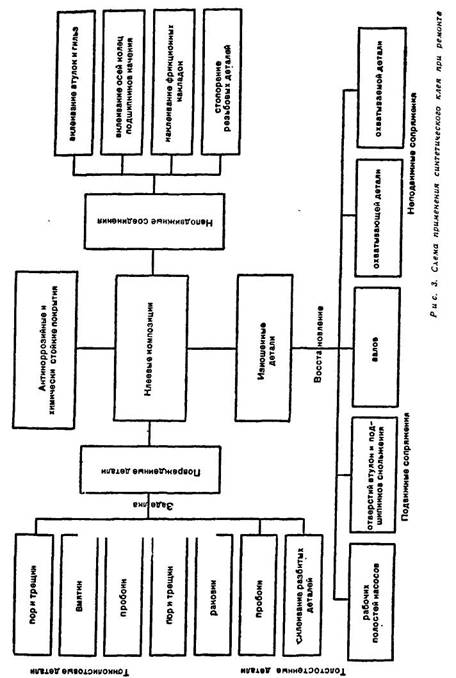
Для этих иелей рекомендуются клеи: ВС-ЮТ, ВС-350 и ВК-32-200. Область применения клеев при ремонте представлена на рисунке 3.
